Heat treatment method of sprocket
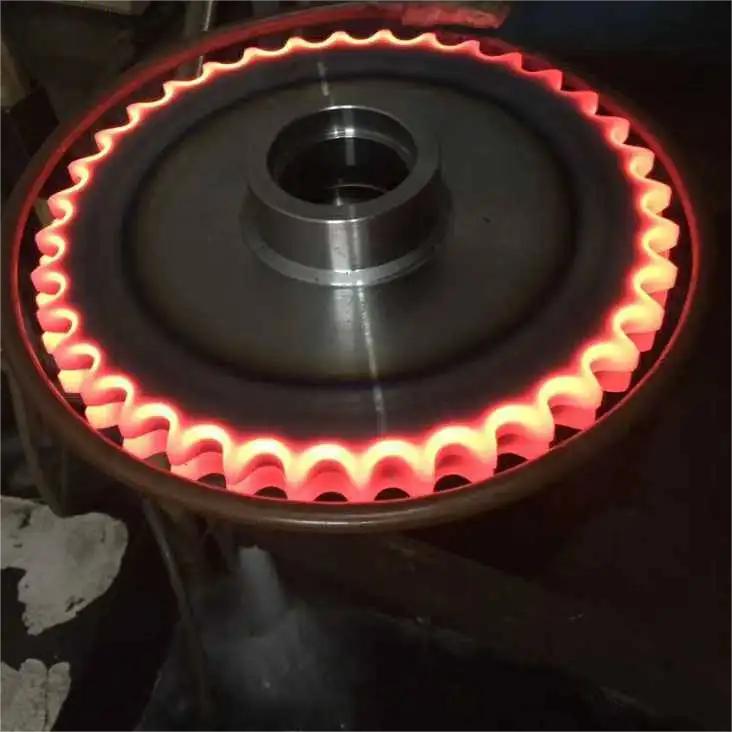
- Medium carbon steel and medium carbon alloy steel are usually used for surface hardening. After surface hardening, the hardness of tooth surface is generally 40-55HRC. It has the characteristics of anti fatigue pitting, strong adhesion resistance and good wear resistance. As the bare core will eventually harden, the sprocket still has enough toughness to withstand small impact loads.
- Carburizing and quenching are often used for low carbon steel and low carbon total steel. After carburizing and quenching, the hardness of tooth surface can reach 56-62 hrc, while the toughness of tooth center is still high. After carburizing and hardening, the gear teeth will deform. Great running in should be carried out.
- Nitriding is a kind of surface chemical heat treatment. No other heat treatment is needed after nitriding, and the hardness of tooth surface can reach 700~900 hv. As nitrided gears are characterized by high hardness, low processing temperature and small deformation, they are suitable for difficult grinding of gears and are commonly used in nitrided steels containing chromium, copper, lead and other alloy elements.
- Medium carbon steel and medium carbon alloy steel are generally quenched and tempered, and the hardness of gear surface after quenching and tempering is 220 × 280 HBS。 Due to low hardness, gear can be trimmed after heat treatment.
- Normalizing can eliminate internal stress, refine grains, and improve mechanical and cutting properties. Gears with low mechanical strength requirements can be standardized with medium carbon steel, and large diameter gears can be standardized with cast steel.











